Introduction
Do you know how farmers separate discolored rice from a large amount of polished white rice that has been husked? Depending solely on human eyesight for observation is extremely challenging, which would mean a huge amount of work. With the introduction of optical sorting machines, this task has become incredibly easy. In the following article, I will share some information about it and how it works. If you’re interested, keep reading below.
What is an Optical Sorting Machine?
An optical sorting machine, also known as a color sorter, as the name suggests, is a machine that automatically sorts out discolored particles from granular materials based on their optical characteristics using photoelectric detection technology. It effectively removes impurities of different colors from rice grains.
Components of an Optical Sorting Machine
In general terms, an optical sorting machine consists of a feeding system, an illumination and detection system, an information processing system, and a separation execution system. Each system performs its specific functions, and together they achieve the removal of discolored substances from rice.
How does Optical Sorting Machines Work
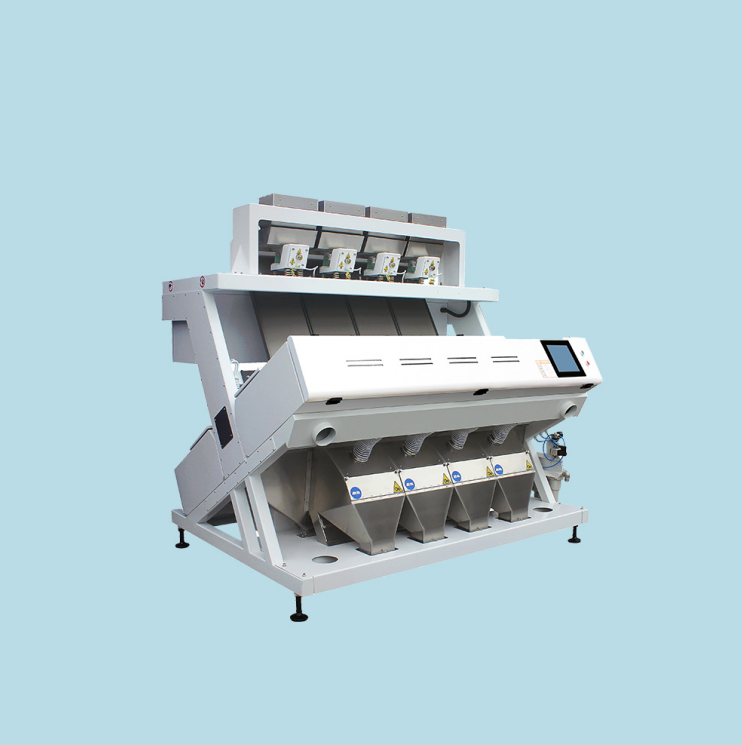
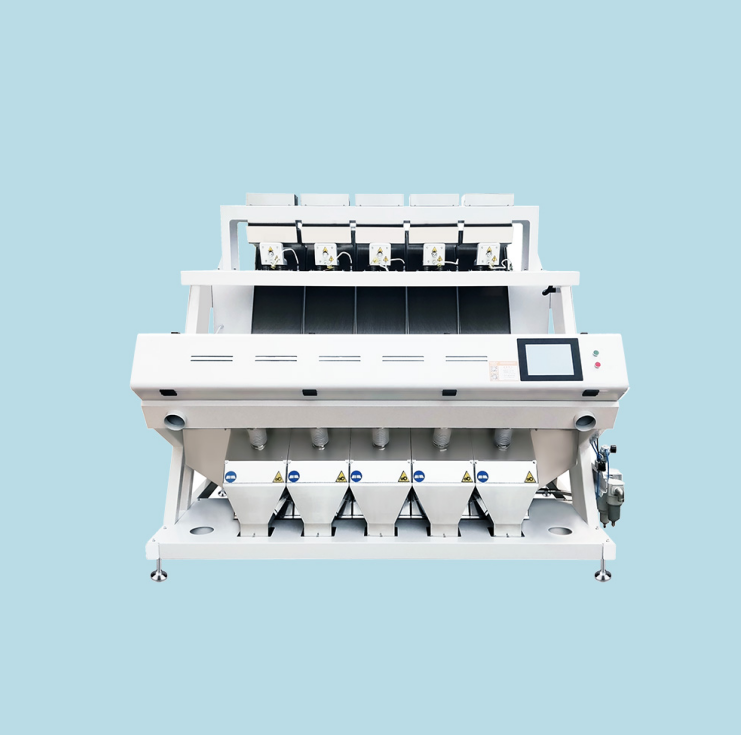
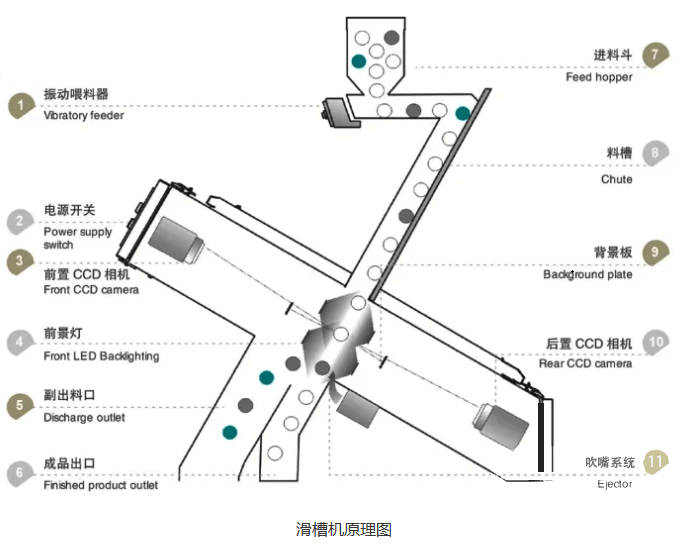
In the previous section, I introduced the basic components of an optical sorting machine. To be more specific, an optical sorting machine is composed of hundreds of parts. When explaining how it works, I will mention several key components: the feed hopper, vibratory feeder, chute, background plate, power supply switch, front CCD camera, front led backlighting, rear CCD camera, blow-off system, reject outlet, and finished product outlet.
Firstly, raw materials are fed into the machine through the feed hopper. The vibratory feeder evenly distributes the materials to different channels via vibration to regulate the flow. The materials slide from the chute into the sorting chamber, where they are sensed against the background plate. The front CCD camera captures images of the materials, converting the light signals into electronic signals that the system can process. The analog signals are then converted into digital signals through relevant circuits. The processor analyzes these signals and compares them with the standards for acceptable products. If within the normal range, the materials continue to the finished product outlet. If outside the normal range, the system generates an output signal to activate the blow-off system, which blows the defective particles into the reject outlet, effectively removing them.
The rejected materials collected at the reject outlet are lifted by an elevator to be sorted again with unsorted raw materials. Additionally, the optical sorting machine is equipped with an air compressor. The air compressor is essential because the optical-electronic components inside the optical sorting machine are highly sensitive to environmental conditions and need to remain clean to prevent dust adhesion. The air compressor plays a crucial role in keeping the environment clean.
Furthermore, remember I mentioned that defective particles are blown away by the blow-off system? In fact, the compressed air sprayed by the blow-off system is also generated by the air compressor. Now you can understand its importance, right?
Types of Optical Sorting Machines
Optical sorting machines can be classified into CCD optical sorting machines and RGB optical sorting machines based on the colors they can process. RGB optical sorting machines can handle more types of materials compared to CCD optical sorting machines. This is because CCD optical sorting machines use a single light source, which is often set at the factory and can only sort one type of material when materials enter the sorting room. In contrast, RGB optical sorting machines can provide multiple light sources to better capture color information. You can adjust the lighting settings based on the materials you want to sort, allowing you to sort materials of different colors. Additionally, they use different sensors: CCD optical sorting machines use monochrome cameras, while RGB optical sorting machines use color cameras, which can detect more colors.
Applications of Optical Sorting Machines
Rice sorting
Initially, optical sorting machines were invented to remove discolored rice caused by mold. Moldy rice not only affects appearance but is also harmful to health. Machines like CCD sorters, which are set with specific lights during manufacturing, are typically used specifically for sorting rice.
Sorting other grains
With increasing demand and technological advancements, optical sorting machines have been improved. By combining RGB primary colors, they can generate many different colors, allowing them to classify various grains and even beans. This capability meets diverse requirements.
Benefits of Using Optical Sorting Machines
Increased efficiency and speed
Compared to manual sorting, the efficiency of optical sorting machines is evident. Depending on the machine model and configuration, their efficiency and processing speed vary. Of course, there are other factors to consider, such as the level of impurities and the desired outcome.
Improved accuracy and precision
When discolored particles in the raw material are clearly visible, you can easily pick them out. However, when the discoloration is less obvious and you not only want to remove spoiled rice but also classify rice into different qualities to fetch a good price, you need the precision of an optical sorting machine. By setting parameters, an optical sorting machine can accurately sort high-quality rice to meet your goals.
Reduced labor costs and human error
The automation of optical sorting machines significantly reduces labor and material costs, saving time and effort. Moreover, due to their high precision, they can greatly minimize errors that may occur when sorting manually with the naked eye. It can be said that they are very cost-effective.
Enhanced quality of the final product
As I mentioned before, optical sorting machines can filter out high-quality rice by setting parameters. You can price the rice differently based on its quality, allowing you to sell different grades of rice more accurately to specific target groups, because different customers have different demands.
Factors to Consider Before Choosing the Right Optical Sorting Machine
Before choosing the right optical sorting machine, you need to understand what sorting accuracy, optimized carryover ratio, and rejection rate mean. You can use these factors along with output and price to find the most cost-effective option for you.
Sorting Accuracy
Sorting Accuracy refers to the ratio of the sample’s weight after sorting and removing defective particles to the original sample weight, expressed as a percentage. The industry standard is typically greater than or equal to 99.9%.
Optimized Carryover Ratio
The optimized carryover ratio is the ratio of defective particles removed to the good particles removed along with them. Note that the carryover ratio can be adjusted, and setting it too high can affect sorting accuracy and processing capacity. For example, if the optimized carryover ratio is set too low, too many good particles might be removed along with the defective ones, leading to wasted resources and economic loss.
Rejection Rate
The rejection rate is the ratio of defective particles removed after sorting to the defective particles present in the original material. A higher rejection rate indicates better machine performance.
Output and Budget
Apart from these technical parameters, you should also consider your output and budget, such as the amount of work you need to complete per day or per hour. Additionally, remember that a more expensive optical sorting machine isn’t always better, as you might not need all the features it offers. Knowing your specific needs will help you choose the most suitable product within your budget.
Conclusion
After sharing all this knowledge about optical sorting machines with you, I believe you must have felt the charm of these machines. Anon Company, established in 2013, has been dedicated to exporting agricultural machinery for over ten years. We offer a variety of optical sorting machines and can provide professional optical sorting machine solutions for you. I believe that after reading this guide, you will find the optical sorting machine that suits your needs.