Introduction
Do you know how to quickly remove discolored particles or impurities from rice? The invention of color sorters has made this task much easier. With a color sorter, you can get the purest and highest quality product. This article will introduce you to the details of color sorters.
How does a color sorter work
Principle
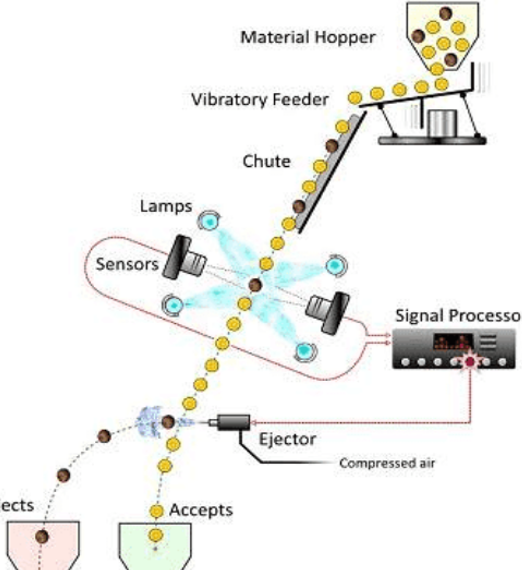
A color sorter works by using optical characteristics to automatically sort out discolored particles and impurities from rice. It can help improve the quality of the rice. The main components of a color sorter include the feeding system, optical detection system, signal processing system, and separation execution system.
The feeding system usually consists of a hopper, vibration feeder, and chute. It arranges the material into a continuous line for easy sorting.
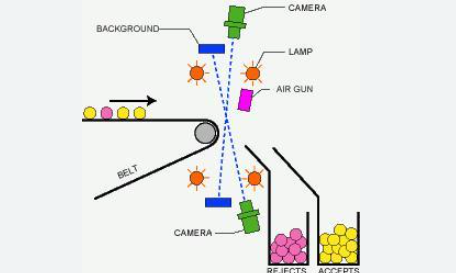
The optical detection system is the key part of the color sorter. It mainly consists of a light source, background board, camera, and sensor. The light source shines on the material, creating different reflective characteristics. These characteristics are similar for good products but significantly different for defective ones. The background board provides a reference signal, and the reflected light signal is converted into an electrical signal by the sensor and sent to the signal processing system.
The signal processing system is responsible for recognizing and analyzing the electrical signals sent from the optical system and issuing commands to the separation execution system.
The separation execution system includes a finished product bin, reject bin, air jet valve, and air compressor. When it receives the system’s instructions, the air jet valve blows defective products into the reject bin, achieving the sorting goal.
Working process
First, the material enters the color sorter from the feeding system. It is accelerated along the chute by vibration and falls into the observation area inside the sorting chamber. In the observation area, the material passes between the background board and the camera. Under the light source, the sensor detects changes in light intensity and color, generating output signals that drive the air jet valve to blow discolored particles into the waste bin. The good material continues to fall into the finished product bin, completing the first sorting.
Usually, you need to perform two rounds of sorting to better ensure the sorting effect. On a multi-chute color sorter, you can distribute the chutes for the first and second sorting. For example, an A7 color sorter commonly uses a 5:2 chute distribution. The first sorting uses 5 chutes, and the second sorting uses 2 chutes. A partition is added between the 5th and 6th chutes to separate the first and second product bins. The first product bin provides material to chutes 1 to 5, and the second product bin provides material to chutes 6 to 7.
In this case, after the raw material enters the first product bin, the defective material from the first sorting is sent to the second product bin by the elevator. It is then sorted again, and the second defective product becomes the final waste. The first good product is the finished product, and the second good product returns to the raw material bin to continue sorting with the raw material. The impurity content in the second good product returned to the raw material bin must not be higher than the impurity content of the original raw material. This ensures that the impurity level does not increase, making it easier to maintain sorting accuracy.
Matching equipment
A color sorter usually requires two elevators, one air compressor, an air storage tank, a refrigerated dryer, and a filter to complete the work together.
Air compressor
First, there is the air compressor. From the previous reading, we know that in the final sorting process, a jet valve will blow away the off-color particles. However, the color sorter itself cannot provide the air supply, so an air compressor is required to provide the necessary air source during operation. In addition, to prevent contamination and collision, optical components are usually sealed in an optical box. The compressed air can also help clean the optical components and ensure the normal operation of the optical system.
Air storage tank
The air storage tank is a device used to store compressed air and is usually connected to the air compressor. When the compression system operates, it produces intermittent fluctuations. With the help of the air storage tank, a stable air supply can be maintained, which helps improve the overall production efficiency of the color sorting process.
The air storage tank has a large surface area, which allows the compressed air inside to exchange heat with the outside. This helps remove moisture from the compressed air and provides a cooling effect. It also causes dust and particles in the compressed air to settle at the bottom of the tank. This reduces the load on the subsequent air dryer and extends the service life of the equipment.
Additionally, without the air storage tank, the frequent loading and unloading of the air compressor during operation would accelerate component wear and waste energy. Therefore, the air storage tank can effectively prevent frequent starts and stops of the compressor, helping extend the service life of the entire system, reduce unloading time, and save energy.

Refrigeration dryer
The main function of the air dryer is to remove moisture from the compressed air and ensure stable production. Compressed air needs to pass through pipes to reach pneumatic equipment and end-use points during production. However, compressed air usually contains impurities like water, oil, and dust, which come from the air. If not treated, these impurities can damage the pipes, harm the pneumatic equipment, and reduce product quality.

The air dryer uses the principle of refrigeration and dehumidification. It forces the compressed air through an evaporator for heat exchange and cooling. This process causes the gaseous water and oil in the compressed air to condense into liquid water and oil through isobaric cooling. The water, oil, and dust are then expelled from the system through an automatic drainage valve, providing clean compressed air.
Filter
The filter can remove large-sized liquid water droplets and solid particles in the compressed air. If the dryer is in a state of large amounts of liquid water and solid impurities for a long time, the dehumidification capacity will gradually decrease.
Elevator
When the color sorter is working, you need to use two elevators, because you need to perform color sorting twice, and the elevator is the key to your production automation operation.
With these machines working together with the color sorter, you can ensure the normal and stable operation of the color sorter, thereby improving your production efficiency.
Different types of color sorting machine
There are many types of color sorters. Below I will introduce them to you according to the classification of photoelectric technology and structure.
Classified by Optoelectronic Technology
According to the classification of optoelectronic technology, there are CCD color sorters and RGB color sorters for you to choose.
CCD color sorter
The CCD color sorter uses a CCD camera to capture spectra and detect different colors, shapes, and surface defects. The color of the light source is the same as the color you sort. It is a single-color sorter, meaning it can only sort one color. This color is usually set when the machine is manufactured and you cannot change it anymore.
RGB color sorter
The RGB (Red, Green, Blue) color sorter is a multi-color sorter. It can sort different colors by adjusting the parameters of the three primary colors. The light source of the RGB color sorter is white light, and the camera simulates the function of the “eye” under natural light. Through image processing, it identifies different colored materials and then drives the solenoid valve to blow out the off-color particles.

Classified by structure
According to the structural classification, there are chute-type color sorters and crawler-type color sorters.
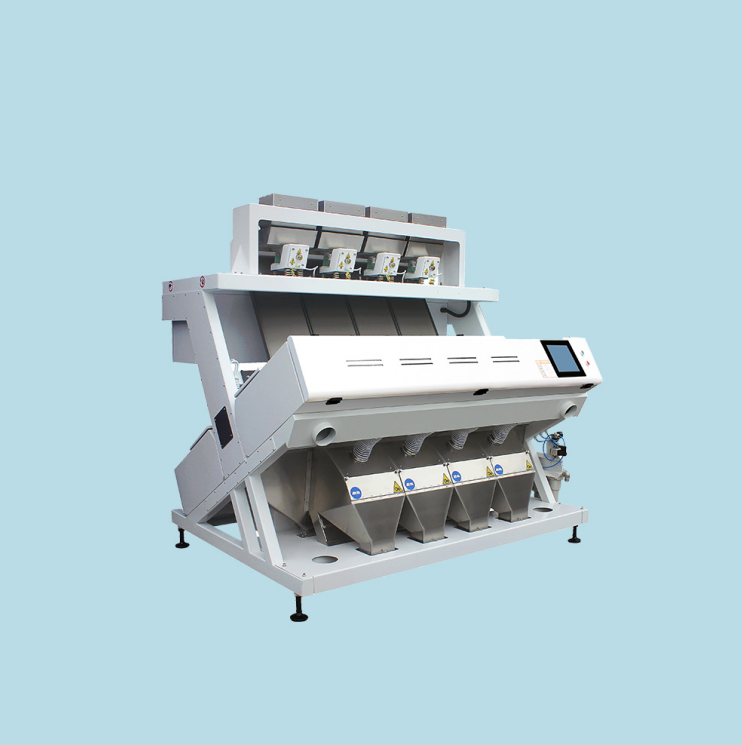
Chute-type color sorter
The chute-type color sorter refers to a machine where materials enter and pass through an inclined chute into the sorting chamber for color sorting. It is suitable for small-sized, highly flowable materials.
Our rice color sorter is a chute-type color sorter. Each chute has 64 longitudinal channels. There are three main channel shapes: “V” shaped, “U” shaped, and “concave” shaped. The “V” shaped channel has the smallest output but the highest sorting accuracy, with a color particle to normal particle ratio of about 1:3. The “concave” shaped channel has the largest output, but also the highest color particle ratio, typically above 1:7. The “U” shaped channel is in between the two.
The output parameters we provide are based on the output for a single sorting. The output of one chute is 0.8-1T. If you need a second sorting, you should estimate your required output and purchase a color sorter with a higher output to meet your production needs.
Crawler-type color sorter
The crawler-type color sorter uses a conveyor belt to transport materials, ensuring they enter the sorting area evenly. It guarantees smooth forward movement of the materials, making it easy to sort based on color and shape. It is suitable for processing larger-sized, less flowable materials, and provides more accurate sorting because the materials are evenly distributed on the conveyor belt.
Applications of color sorting machine
Rice industry
First of all, in the rice industry, the color sorter can help remove small impurities, moldy rice, rice with white centers, yellow rice, short rice, broken rice, and other defects. It strictly controls the defective products, ensuring the final quality of your rice. The CCD color sorter is very suitable for rice sorting because it only requires a single color source and provides high sorting accuracy.

Other food industries
In other food industries, such as nuts and seeds, we also need to use color sorters. If you want to sort a variety of materials, you can use an RGB color sorter, which can adjust parameters according to materials of different colors to meet your different requirements and select the ideal product for you.

Nonfood industry
Color sorters can also be widely used in non-food industries, such as color sorting of ore, glass, plastic, etc. Because these products have low fluidity and irregular shapes, so it’s better to use crawler color sorters to sort these materials.
Maintenance of rice color sorter machine
Back to our rice color sorter, how to maintain and preserve the rice color sorter?
Clean the chute
First of all, you need to clean the chute regularly. The movement of rice from the chute into the sorting room will also cause pollution to the chute, such as dust and debris, so you need to clean it to ensure the smooth surface of the chute. Do not touch it with sharp objects when cleaning. You can use a dust-cleaning air gun to clean the dust on the surface, or wipe the surface with cotton cloth, but do not use corrosive liquids to clean the chute. When cleaning with cotton cloth, be careful not to let water precipitate.
Replace the bristles of the dust-cleaning brush regularly
The color sorter itself has a cleaning brush to clean the dust inside the color sorter. The brush skin of the cleaning brush will wear out after long-term use, affecting the cleaning effect, so you need to check it regularly and replace it when you find an abnormality.
Cleaning of touchscreen
You also need to clean the touch screen regularly to prevent dust from entering and damaging the screen. You can wipe it with a cotton cloth but do not use a high-pressure air gun to clean the touch screen directly.
Regularly power on
If the color sorter stops working for more than three months, you need to power it on at least once a month and let it fly for 15-30 minutes. This can avoid moisture accumulation inside the machine in some humid areas, or dust blocking the jet pipe, to ensure the normal function of each component inside the color sorter and avoid the color sorter being unable to start and work normally due to long-term shutdown.
Conclusion
Color sorters play a significant role in ensuring the high quality of your products. I believe that after reading this article, you have a general understanding of color sorters. We provide various color sorters and are prone to providing you with satisfactory products. ANON grain machinery helps your grain production!
FAQ
Sorting machines are used in the food processing industry to sort and sort fruits, vegetables, empty bottles, crates, and other items. Other applications include sorting tablets and capsules by weight for quality control in the pharmaceutical industry. They are also used to sort waste in the recycling industry.